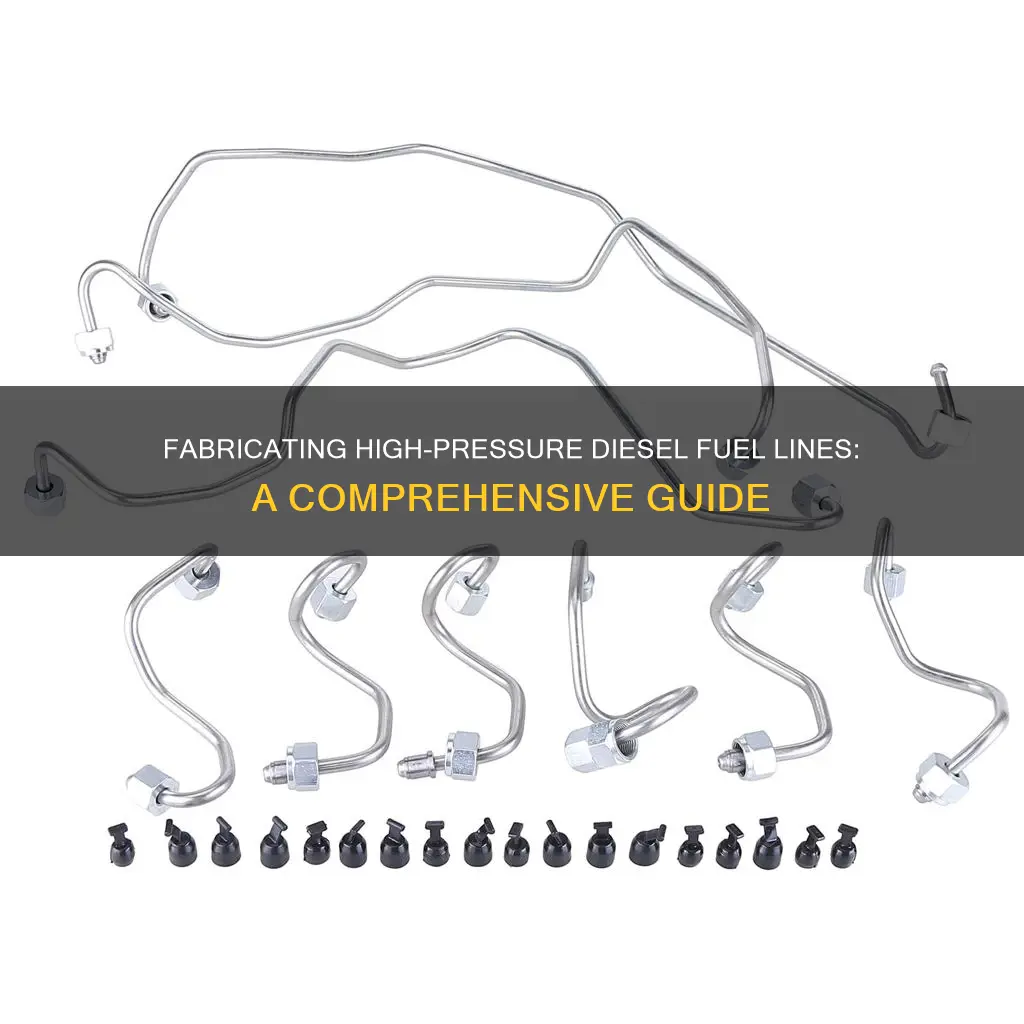
High-pressure diesel fuel injection lines are typically manufactured using raw tubing stock and material order management. This process involves navigating long lead times, tariffs, and supply chain disruptions to ensure a steady supply of materials, such as certified carbon and stainless fuel tubing. The fabrication process includes cutting the raw tubing to length, deburring, chamfering, and prepping the tube ends before adding sleeves and end-forming the tubes. End-forms can vary depending on the specific application and may include fittings, preset fittings, or braze-on banjo fittings. After the tubes are formed, they are bent to match the required specifications. The final steps include testing, autofrettage, cleaning, and, if necessary, light assembly to create a complete fuel assembly.
Explore related products





What You'll Learn
![]()
Raw material management
Sourcing and Inventory Management:
- Raw tubing stock: Begin by sourcing high-quality raw tubing stock, such as steel tubing, which serves as the foundation for fabricating diesel fuel injection lines.
- Certified carbon and stainless fuel tubing: Maintain an inventory of certified carbon and stainless fuel tubing to ensure you have the necessary materials for diesel fuel injection parts. This includes a range of outer diameters (ODs) like 1/4", 5/16", 3/8", 4mm, 6mm, 8mm, and other materials like 1010, ST52, and PP600.
- Supply chain considerations: Be prepared to navigate potential challenges in the supply chain, such as long lead times, tariffs, and disruptions when sourcing steel tubing. Develop processes to mitigate these issues and ensure a consistent supply of raw materials.
Material Selection and Compatibility:
- Fuel compatibility: Ensure that the selected raw materials, including tubing and fittings, are compatible with diesel fuel. Choose materials that can withstand the chemical properties of diesel and maintain their integrity over time.
- Pressure rating: Select materials that can handle high pressure. The diesel fuel injection lines need to withstand high fuel pressure without leaking or failing. Consider the pressure rating and burst pressure of the tubing and fittings.
Quality Assurance and Standards Compliance:
- ISO9001:2015 standards: Implement quality assurance protocols throughout the raw material management process. Adhere to relevant industry standards, such as ISO9001:2015, to ensure the consistency and quality of your raw materials.
- Material testing: Perform testing on raw materials to verify their suitability. This may include mechanical testing, pressure testing, or chemical compatibility testing to ensure the materials meet the required specifications.
Storage and Handling:
- Proper storage: Store the raw materials, including tubing and fittings, in a controlled environment to prevent damage, corrosion, or degradation before use. Ensure the storage area is clean, dry, and secure.
- Inventory management: Implement an efficient inventory management system to track the quantity and location of raw materials. This helps ensure that you have sufficient materials for production and can easily locate specific items when needed.
By following these guidelines for raw material management, you can ensure that you have the necessary resources to manufacture high-pressure diesel fuel injection lines while maintaining high standards of quality and reliability.
Deleting Fuel Filter: More Rail Pressure for Duramax?
You may want to see also
Explore related products






![]()
Setting up the build
Once a part has been quoted and a purchase order has been received, the job can begin. The first step is to enter the XYZ bend data into our secure project Bend Pro software system. Our bend machinery can perform multiple radius bends on one line. We install the XYZ data of each part into our Bend Pro software, which synchronizes with our tube benders. From there, the fabrication process begins.
First, we cut the raw tubing to length. We then deburr, chamfer, and prep the tube ends. The tubes then get sleeves. After that, we end-form the tubes. End-forms can take many shapes, depending on the application. These include:
- A fitting (there are countless options).
- A preset fitting, or ermeto endform.
- Or a braze-on, banjo fitting.
After the tube has been properly end-formed, we bend the part per print.
Installing a Fuel Pressure Sensor: Chevy S10 Guide
You may want to see also
Explore related products






![]()
The fabrication process
The first step in the fabrication process is to cut the raw tubing to the required length. The tube ends are then deburred, chamfered, and prepared. Sleeves are added to the tubes before they are end-formed. End-forms can vary depending on the application and include fittings, preset fittings, or braze-on banjo fittings.
After the tubes have been end-formed, they are bent according to the print specifications. The shape of the part is then verified using state-of-the-art Romer CMM's to ensure it meets the required specifications. If needed, an autofrettage machine is used to pre-stress the diesel line parts, improving their strength and fatigue resistance.
The diesel lines are then cleaned using an automatic flush stand. After cleaning, the parts undergo inspection and patch testing to ensure they meet the required clean specifications. If necessary, light assembly work can be performed, where multiple parts are grouped together and clamps or brackets are installed to create a complete fuel assembly.
Throughout the fabrication process, it is important to adhere to ISO9001:2015 standards to guarantee the quality of the parts. Once the diesel parts have passed through the cleaning and inspection stages, they are packaged, labelled, and shipped according to specifications.
Locating the Fuel Pressure Regulator in a 2004 Trailblazer
You may want to see also
Explore related products






![]()
Testing, auto-frettage, and cleaning
The first step in this stage is to verify the shape of the part using a Romer CMM. This ensures that the part meets the specified requirements. If required, the auto-frettage process is then carried out. Auto-frettage is a technique used to increase the durability of the final product by inducing residual compressive stresses into the material. This process involves applying enormous amounts of internal pressure to tubular metal components, causing portions of the part to yield plastically. This results in improved part strength and fatigue resistance.
Following the auto-frettage process, the diesel lines are cleaned on an automatic flush stand. After cleaning, the parts undergo inspection and patch testing to ensure they meet the required clean specifications. This stage may also involve additional light assembly, where multiple parts are grouped together and clamps or brackets are installed to create a complete fuel assembly.
Throughout the fabrication process, it is important to adhere to ISO9001:2015 standards to guarantee the quality of the parts. Once the diesel parts have been cleaned and inspected, they are ready to be packaged and shipped to the customer, either to a warehouse or directly to the end-user.
Fuel Rail Pressure Sensor Location: Where to Buy and Install
You may want to see also
Explore related products






![]()
Shipping
Once the high-pressure diesel fuel lines have been fabricated and tested, they are ready for shipping. At Dynamic Tube, we have a dedicated shipping area where we package, label, and ship parts according to specifications. We can accommodate OEM packaging and labels, and ship either to a warehouse or directly to the end-user. We also work closely with logistics companies to schedule freight pick-ups and, when feasible, deliver parts ourselves.
For international shipping, additional considerations may apply. For instance, Rocken Tech, based in California, specifies that shipping from northern California is not included in their pricing. They also only accept payments in US currency. It is important to clarify these details when placing an order to ensure smooth delivery.
When it comes to shipping high-pressure fuel lines, ensuring the safety and integrity of the product during transit is crucial. Proper packaging and handling procedures must be followed to avoid damage or compromise to the lines. This includes using suitable containers, padding, and protective measures to safeguard the fuel lines from potential impacts or environmental factors that could affect their performance.
In terms of lead times, the manufacturing process, and the complexity of the order can influence the delivery timeframe. For custom-made fuel lines, the time required to fabricate and test the lines according to specific requirements will impact the shipping date. It is essential to communicate clearly with the manufacturer to establish realistic expectations for delivery.
Finally, for businesses, establishing long-term relationships with reliable suppliers is beneficial. Dynamic Tube, for instance, highlights their commitment to being a dependable long-term supplier-partner for North American OEMs, aiming to bolster their customers' supply chains. Such partnerships can help streamline the shipping process, ensure consistent quality, and facilitate more efficient logistics management.
Who Manufactures AC Delco Fuel Pressure Regulators?
You may want to see also
Frequently asked questions
The first step is to manage the raw materials and order the tubing stock.
The second step is to set up the build by entering the XYZ bend data into a secure project bend pro software system.
The third step is to cut the raw tubing to length and prepare the tube ends by deburring, chamfering, and sleeving.































