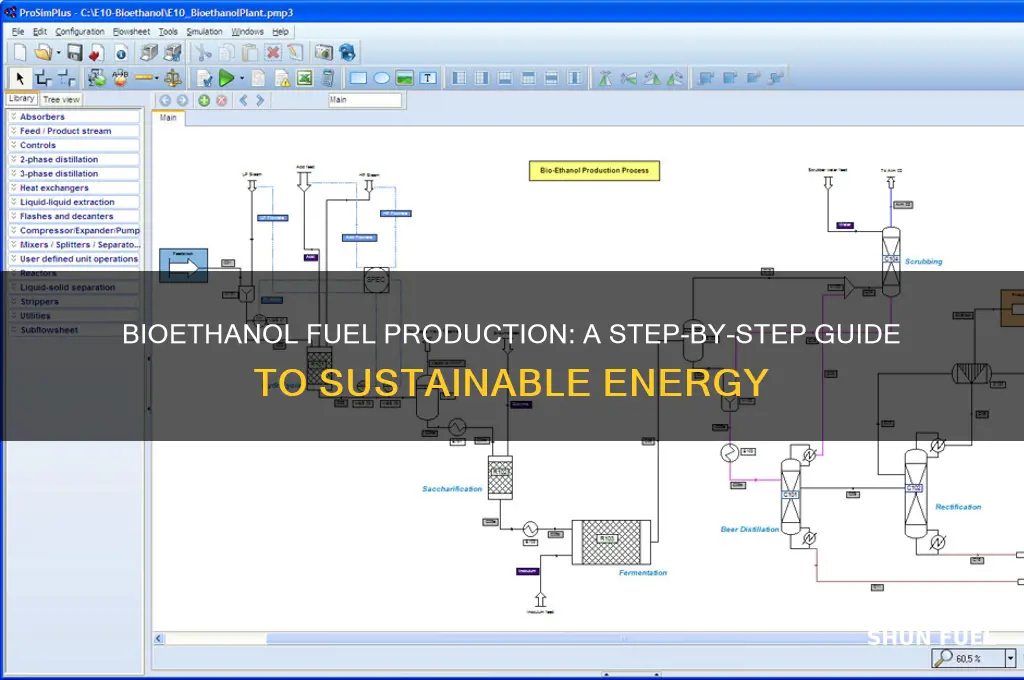
Bioethanol fuel is produced primarily through the fermentation of sugars derived from biomass sources such as sugarcane, corn, or cellulose materials like agricultural residues and dedicated energy crops. The process begins with the extraction of sugars from the feedstock, often involving milling or enzymatic hydrolysis to break down complex carbohydrates into simpler sugars. These sugars are then fermented by yeast or bacteria, which convert them into ethanol and carbon dioxide. The resulting mixture, known as beer, undergoes distillation to separate and purify the ethanol, followed by dehydration to remove any remaining water, producing anhydrous ethanol suitable for use as a fuel. Depending on the feedstock, additional steps like pretreatment or gasification may be required to make cellulose or lignocellulosic materials accessible for fermentation. This renewable fuel is widely used as a gasoline additive or alternative to reduce greenhouse gas emissions and dependence on fossil fuels.
| Characteristics | Values |
|---|---|
| Feedstock | Primarily corn, sugarcane, wheat, barley, and cellulosic biomass (e.g., agricultural residues, wood chips, grasses) |
| Process Steps | 1. Pretreatment: Cleaning and preparing feedstock. 2. Saccharification: Breaking down complex carbohydrates into simple sugars (for cellulosic feedstock). 3. Fermentation: Yeast or bacteria convert sugars into ethanol. 4. Distillation: Separating ethanol from water and other byproducts. 5. Dehydration: Removing residual water to achieve fuel-grade ethanol. 6. Denaturing: Adding additives to make it unsuitable for human consumption (optional). |
| Efficiency | Varies by feedstock: Corn ethanol ~2.5-3.0 energy output/input ratio; sugarcane ethanol ~8.0-9.0 ratio; cellulosic ethanol ~4.0-6.0 ratio (latest advancements). |
| Global Production (2023) | ~110 billion liters annually, with the U.S. and Brazil as the largest producers. |
| Primary Use | Fuel additive (e.g., E10, E85) to reduce gasoline reliance and greenhouse gas emissions. |
| GHG Emission Reduction | Up to 50-60% lower lifecycle emissions compared to gasoline (varies by feedstock and production method). |
| Challenges | Competition with food crops, land use change, water consumption, and high production costs for cellulosic ethanol. |
| Latest Advancements | Improved enzyme efficiency for cellulosic ethanol, integration of carbon capture, and development of algae-based bioethanol. |
| Cost (2023) | ~$0.50-$0.80 per liter, depending on feedstock and production scale. |
| Blending Standards | E10 (10% ethanol, 90% gasoline) widely used; E85 (85% ethanol) for flex-fuel vehicles. |
| Sustainability Concerns | Deforestation, soil degradation, and biodiversity loss if not managed sustainably. |
Explore related products






What You'll Learn
- Feedstock Selection: Choosing crops like corn, sugarcane, or cellulose for fermentation
- Fermentation Process: Converting sugars into ethanol using yeast or bacteria
- Distillation: Separating ethanol from water through heating and condensation
- Dehydration: Removing residual water to achieve pure ethanol fuel
- Denaturing: Adding additives to make ethanol unfit for human consumption
![]()
Feedstock Selection: Choosing crops like corn, sugarcane, or cellulose for fermentation
The choice of feedstock is a critical decision in bioethanol production, as it directly impacts the efficiency, cost, and sustainability of the process. Corn, sugarcane, and cellulose are among the most commonly used crops, each with unique advantages and challenges. Corn, for instance, is widely available and has a high starch content, making it an efficient source of fermentable sugars. However, its use as a feedstock has sparked debates over food vs. fuel competition, as it is a staple crop in many diets. Sugarcane, on the other hand, thrives in tropical climates and offers a higher sugar yield per acre compared to corn. Its fibrous residue, known as bagasse, can also be utilized as a renewable energy source during the production process, enhancing overall efficiency.
Cellulose, derived from non-food sources like agricultural residues, grasses, and wood chips, represents a promising alternative that avoids the food vs. fuel dilemma. While cellulose is abundant and does not compete with food crops, its conversion into fermentable sugars is more complex and costly due to the need for advanced pretreatment and enzymatic hydrolysis. For example, switchgrass, a type of cellulose feedstock, requires specific enzymes to break down its tough lignocellulosic structure, adding to production expenses. Despite this, cellulose-based bioethanol is often considered more sustainable in the long term due to its lower greenhouse gas emissions and reduced reliance on arable land.
When selecting a feedstock, producers must consider factors such as geographic location, climate, and market availability. For instance, sugarcane is ideal for regions with warm, tropical climates, while corn is better suited to temperate zones with well-established agricultural infrastructure. Cellulose feedstocks, such as wheat straw or corn stover, can be utilized in areas with abundant agricultural residues, minimizing transportation costs and maximizing resource efficiency. Additionally, the choice of feedstock should align with local economic and environmental goals, such as reducing waste or supporting rural economies.
A comparative analysis reveals that each feedstock has its trade-offs. Corn and sugarcane offer higher sugar yields and established production pathways but may face sustainability challenges. Cellulose, while more sustainable, requires significant technological investment and process optimization. For example, the cost of enzymes needed for cellulose conversion can range from $0.20 to $0.50 per gallon of ethanol, depending on the efficiency of the process. Producers must weigh these factors against their specific objectives, whether prioritizing short-term profitability or long-term environmental impact.
In practice, feedstock selection often involves a hybrid approach, combining multiple sources to optimize efficiency and sustainability. For instance, a bioethanol plant might use sugarcane juice as the primary feedstock while utilizing bagasse for energy production and supplementing with cellulose residues during off-seasons. This diversified strategy can enhance resilience and reduce dependency on a single crop. Ultimately, the key to successful feedstock selection lies in balancing technical feasibility, economic viability, and environmental responsibility, ensuring that bioethanol production contributes positively to both energy security and ecological health.
Understanding Fuel Ratios: How Air-Fuel Mixtures Power Your Engine
You may want to see also
Explore related products






![]()
Fermentation Process: Converting sugars into ethanol using yeast or bacteria
The fermentation process is a cornerstone of bioethanol production, transforming simple sugars into ethanol through the metabolic activity of microorganisms like yeast and bacteria. At its core, this process mimics the natural breakdown of sugars that occurs in brewing and baking, but with a focus on maximizing ethanol yield. Yeast, particularly *Saccharomyces cerevisiae*, is the most commonly used organism due to its efficiency in converting glucose into ethanol and carbon dioxide. However, bacteria such as *Zymomonas mobilis* are also employed, especially in industrial settings, for their faster fermentation rates and tolerance to higher ethanol concentrations.
To initiate fermentation, a carefully prepared substrate rich in sugars—derived from crops like corn, sugarcane, or cellulosic biomass—is sterilized and mixed with the chosen microorganism. The ideal conditions for yeast fermentation include a temperature range of 28–32°C (82–90°F) and a pH between 4.5 and 5.0. For bacteria, temperatures may be slightly higher, around 35–40°C (95–104°F). The fermentation vessel must be oxygen-free to encourage anaerobic metabolism, which directs the organism’s energy toward ethanol production rather than cell growth. Typically, fermentation lasts 48–72 hours, during which sugar concentrations are monitored to ensure complete conversion.
One critical factor in optimizing fermentation is the sugar concentration in the substrate. Too high a concentration can inhibit microbial activity, while too low reduces ethanol yield. A sugar concentration of 15–20% by weight is often recommended for yeast fermentation. Additionally, nutrients like nitrogen, phosphorus, and vitamins must be supplemented to support microbial health. For instance, yeast requires 200–300 mg/L of nitrogen, often provided as ammonium sulfate or urea. Without adequate nutrients, fermentation stalls, leading to incomplete sugar conversion and lower ethanol output.
Comparing yeast and bacterial fermentation reveals trade-offs. Yeast is more tolerant of varying conditions and produces fewer byproducts, making it easier to purify ethanol. However, bacteria like *Zymomonas* can ferment sugars up to twice as fast and tolerate ethanol concentrations up to 16%, reducing the energy required for distillation. For industrial-scale production, the choice between yeast and bacteria often depends on the feedstock and desired efficiency. For example, *Zymomonas* is preferred for sugarcane-based ethanol due to its ability to ferment sucrose directly, bypassing the need for enzymatic hydrolysis.
In practice, fermentation is just one step in a complex process, but it is where the magic of bioethanol production happens. After fermentation, the resulting mixture, known as the beer, contains 8–12% ethanol, which is then distilled to achieve fuel-grade purity. Practical tips for small-scale producers include using airlocks to maintain anaerobic conditions and regularly monitoring pH and temperature to prevent contamination. While fermentation may seem straightforward, mastering it requires precision and attention to detail, ensuring that every sugar molecule is converted into a drop of sustainable fuel.
Understanding Fuel Rail Connections: A Comprehensive Guide to Engine Fuel Delivery
You may want to see also
Explore related products






![]()
Distillation: Separating ethanol from water through heating and condensation
Ethanol and water form a zeotropic mixture, meaning their boiling points differ but are close enough to complicate separation. Distillation exploits this slight difference, using controlled heating and condensation to isolate ethanol for biofuel production. The process begins by heating the fermented mixture, typically composed of 7-15% ethanol by volume, to a temperature between 78°C (ethanol’s boiling point) and 100°C (water’s boiling point). Since ethanol vaporizes more readily at lower temperatures, it rises first, leaving behind water and other impurities. This vapor is then channeled into a condenser, where it cools and reverts to a liquid state, yielding a higher concentration of ethanol.
The efficiency of distillation hinges on precise temperature control and equipment design. A simple pot still can achieve ethanol concentrations of up to 40%, but for biofuel applications, purer ethanol (95% or higher) is required. This necessitates fractional distillation, which employs a column packed with materials like glass beads or metal scrubbers to create multiple vaporization-condensation cycles. Each cycle further separates ethanol from water, gradually increasing its purity. For industrial-scale bioethanol production, continuous distillation systems are preferred, as they process large volumes efficiently, often achieving 99% ethanol purity with minimal energy loss.
One critical challenge in distillation is the ethanol-water azeotrope, which forms at approximately 95.6% ethanol concentration. At this point, the mixture boils at a constant temperature (78.1°C), making further separation through conventional distillation impossible. To overcome this, techniques like molecular sieves or extractive distillation are employed. Molecular sieves, typically made of 3Å zeolites, selectively absorb water molecules, allowing ethanol to pass through unaltered. Extractive distillation involves adding a third solvent, such as benzene or cyclohexane, to disrupt the azeotrope, enabling complete separation.
Practical considerations for small-scale producers include energy consumption and safety. Distillation is energy-intensive, often requiring 30-40% of the energy content of the final ethanol product. To mitigate costs, waste heat from the process can be recycled, or renewable energy sources like biomass can be utilized. Safety is paramount, as ethanol vapors are highly flammable. Proper ventilation, grounding of equipment, and the use of explosion-proof motors are essential precautions. For home distillers, starting with a small batch (e.g., 5-10 liters) and monitoring temperatures with a digital thermometer ensures control and minimizes risks.
In summary, distillation is a cornerstone of bioethanol production, transforming fermented mixtures into fuel-grade ethanol through heating and condensation. While the process is technically demanding, advancements in equipment and techniques have made it accessible to both industrial and small-scale producers. By understanding the principles of zeotropic mixtures, azeotropes, and energy efficiency, operators can optimize distillation to meet the stringent purity requirements of bioethanol fuel. Whether for large-scale refineries or backyard experiments, mastering distillation unlocks the potential of renewable energy from biomass.
Understanding Fuel Cell Operation: A Comprehensive Guide to Functionality
You may want to see also
Explore related products






![]()
Dehydration: Removing residual water to achieve pure ethanol fuel
Ethanol produced through fermentation typically contains up to 15% water, which limits its use as a pure fuel. Dehydration is the critical step that removes this residual water, transforming hydrous ethanol into anhydrous ethanol—the grade required for most biofuel applications. This process is essential because water reduces ethanol’s energy density, causes phase separation in fuel systems, and corrodes engine components. Without dehydration, bioethanol cannot meet the purity standards (99.5% or higher) demanded by modern fuel systems.
The most common dehydration method is azeotropic distillation, which involves adding a third component to break the ethanol-water azeotrope. Benzene, cyclohexane, and hexane are historically used solvents, but their toxicity and flammability have led to safer alternatives like ethylene glycol and glycerol. For instance, a 10% (v/v) addition of ethylene glycol to the ethanol-water mixture allows distillation to achieve 95% purity. However, this method requires careful solvent recovery to avoid contamination and economic inefficiency.
Another widely adopted technique is pressure swing adsorption (PSA), which uses molecular sieves to selectively adsorb water from the ethanol vapor. Zeolites, particularly 3A molecular sieves, are favored for their pore size (0.3 nm), which excludes ethanol molecules (0.44 nm) while trapping water. In a PSA unit, ethanol vapor at 70–80°C is passed through a bed of zeolites, which adsorb water until saturation. The bed is then regenerated by reducing pressure or heating, allowing the water to desorb and the sieves to be reused. This method can achieve 99.9% ethanol purity with minimal energy input compared to distillation.
Membrane separation offers a promising alternative, particularly for small-scale production. Hydrophobic membranes, such as polydimethylsiloxane (PDMS), allow ethanol vapor to permeate while retaining water. Operating at temperatures below 100°C, this method avoids the formation of explosive vapor-air mixtures, enhancing safety. However, membrane fouling and limited scalability remain challenges, making it less prevalent than PSA or azeotropic distillation.
The choice of dehydration method depends on factors like scale, cost, and environmental impact. While azeotropic distillation is cost-effective for large-scale operations, its solvent use raises sustainability concerns. PSA systems, though energy-efficient, require frequent sieve replacement or regeneration. Membrane technology, still in development, holds potential for decentralized biofuel production but needs advancements in durability and throughput. Regardless of the method, dehydration is non-negotiable—it is the final, decisive step in transforming raw fermentate into a viable, high-octane biofuel.
Embrace Failure: The Catalyst for Unlocking True Accomplishment
You may want to see also
Explore related products






![]()
Denaturing: Adding additives to make ethanol unfit for human consumption
Ethanol, a key component in bioethanol fuel, is chemically identical to the alcohol found in beverages, making it theoretically consumable. However, to prevent its use as a potable alcohol and avoid tax evasion, ethanol intended for fuel is denatured. Denaturing involves adding specific substances that render the ethanol toxic, foul-tasting, or nauseating to humans while leaving its combustion properties intact. This process is legally mandated in many countries to distinguish fuel ethanol from beverage alcohol, ensuring it is used solely for energy purposes.
The most common denaturant used in fuel ethanol is gasoline, typically added at a rate of 2-5% by volume. This mixture, known as gasohol, not only makes the ethanol unfit for consumption but also enhances its performance as a fuel. Other denaturants include methanol, isopropyl alcohol, and bittering agents like denatonium benzoate, which is added in minute quantities (as little as 1 part per million) to create an intensely bitter taste. The choice of denaturant depends on regulatory requirements, cost, and the desired fuel characteristics. For instance, methanol is effective but must be handled carefully due to its toxicity, while denatonium benzoate is safe in small amounts but more expensive.
Denaturing is a precise process that requires careful measurement and mixing to ensure the additives are evenly distributed. Industrial-scale denaturing often involves automated systems that inject denaturants into ethanol streams at controlled rates. For smaller operations, such as those producing bioethanol from agricultural waste, manual mixing may be necessary, but it must adhere to strict guidelines to meet regulatory standards. Failure to properly denature ethanol can result in legal penalties, as it may be classified as untaxed beverage alcohol.
From a practical standpoint, denaturing serves a dual purpose: it safeguards public health by deterring consumption of industrial-grade alcohol and maintains the integrity of tax systems by preventing misuse. For bioethanol producers, understanding denaturing protocols is essential to comply with regulations and ensure their product is market-ready. Consumers, on the other hand, benefit from the assurance that fuel ethanol is distinctly separate from consumable alcohol, reducing the risk of accidental ingestion or misuse.
In summary, denaturing is a critical step in bioethanol production that transforms ethanol from a potentially hazardous, taxable substance into a safe, compliant fuel. By adding specific additives in precise quantities, producers can ensure their ethanol is unfit for human consumption while maintaining its energy efficiency. This process underscores the intersection of chemistry, regulation, and practicality in the biofuel industry, highlighting the importance of attention to detail in every stage of production.
Understanding Fuel Stabil: How It Works to Preserve Your Engine
You may want to see also
Frequently asked questions
The primary raw materials for bioethanol production are biomass sources rich in sugars or starches, such as sugarcane, corn, wheat, and sugar beets. Cellulosic materials like agricultural residues and wood can also be used.
Bioethanol from sugarcane is produced by fermenting the sugar extracted from the sugarcane juice. The process involves crushing the sugarcane, extracting the juice, fermenting the sugars with yeast, and then distilling the mixture to produce ethanol.
Fermentation is a crucial step where microorganisms, typically yeast, convert sugars (glucose or sucrose) from the raw material into ethanol and carbon dioxide. This biological process is essential for transforming biomass into bioethanol.
Yes, bioethanol can be made from non-food crops and cellulosic materials like switchgrass, corn stover, and wood chips. This process involves breaking down the cellulose and hemicellulose into fermentable sugars using enzymes or chemical treatments before fermentation.
The main steps include feedstock preparation (harvesting and processing raw materials), conversion (breaking down sugars or starches), fermentation (converting sugars to ethanol), distillation (separating ethanol from water), and dehydration (removing any remaining water to produce pure ethanol).






























