The Sulzer RTA fuel pump is a critical component in large marine diesel engines, designed to deliver high-pressure fuel with precision and reliability. It operates on the principle of a plunger-type pump, where a rotating cam drives a plunger to create pressure differentials, drawing fuel from the supply and injecting it into the engine cylinders. The pump’s robust construction, featuring hardened materials and precise engineering, ensures durability in harsh marine environments. Its modular design allows for easy maintenance and replacement of individual components, minimizing downtime. The Sulzer RTA fuel pump’s efficiency and accuracy in fuel delivery are essential for optimizing engine performance, reducing emissions, and ensuring smooth operation of large vessels.
Explore related products






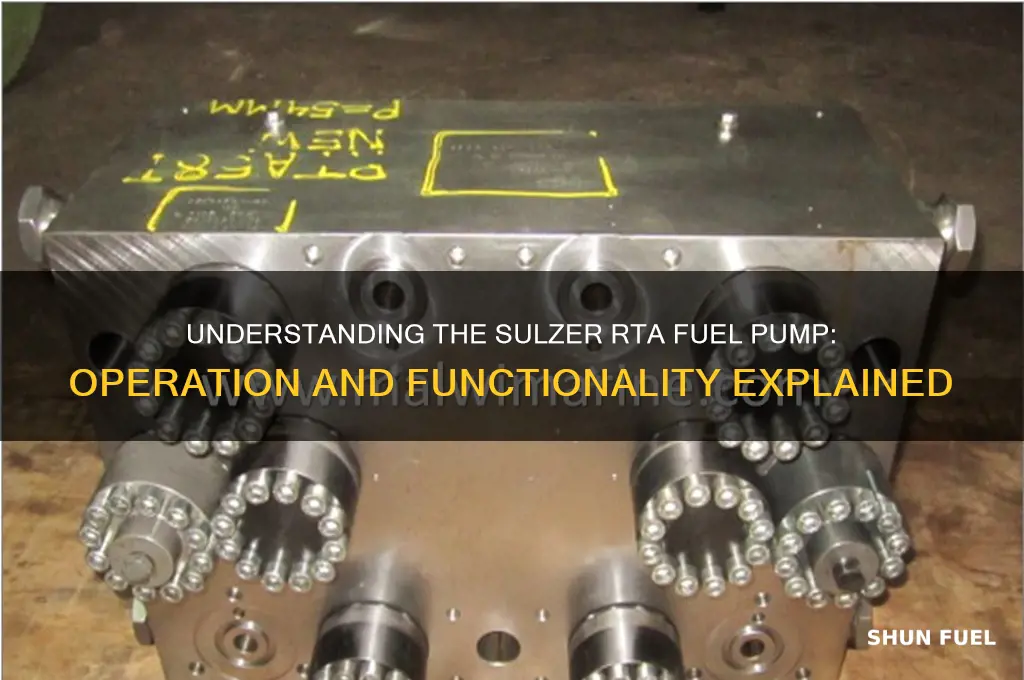
What You'll Learn
- Fuel Pump Components: Overview of plunger, barrel, and drive mechanism in Sulzer RTA fuel pump
- Fuel Injection Process: How fuel is pressurized and injected into the engine cylinders
- Timing Mechanism: Role of camshaft and timing gears in fuel pump operation
- Sealing System: Function of seals and packing rings to prevent fuel leakage
- Lubrication and Cooling: Methods to ensure smooth operation and prevent overheating in the pump
![]()
Fuel Pump Components: Overview of plunger, barrel, and drive mechanism in Sulzer RTA fuel pump
The Sulzer RTA fuel pump is a critical component in marine diesel engines, ensuring precise fuel delivery under high pressures. At its core are three key components: the plunger, barrel, and drive mechanism. Together, they form a synchronized system that converts rotational energy into the high-pressure fuel injection required for combustion. Understanding their interplay is essential for diagnosing issues and optimizing performance.
The plunger is the heart of the fuel pump, a cylindrical component that reciprocates within the barrel. Its primary function is to displace fuel, creating the pressure needed for injection. Made from hardened steel, the plunger is designed to withstand extreme pressures, often exceeding 2,000 bar. Its surface finish and dimensional accuracy are critical, as even minor imperfections can lead to fuel leakage or inefficient operation. Regular inspection for wear and tear, particularly in the sealing areas, is crucial to maintain pump efficiency.
Encasing the plunger is the barrel, a robust cylindrical housing that guides the plunger’s movement. The barrel’s internal surface is precision-machined to ensure minimal clearance between it and the plunger, typically less than 0.01 mm. This tight tolerance prevents fuel from bypassing the plunger, ensuring maximum pressure buildup. The barrel also features ports for fuel intake and delivery, strategically positioned to align with the plunger’s stroke. Over time, the barrel may wear due to the abrasive nature of diesel fuel, necessitating replacement to avoid performance degradation.
Driving the plunger’s reciprocating motion is the drive mechanism, typically a camshaft and tappet arrangement. The camshaft, driven by the engine’s crankshaft, converts rotary motion into linear motion via the tappet, which pushes the plunger. The timing of this mechanism is critical, as it must synchronize with the engine’s firing sequence to deliver fuel at the precise moment required. Misalignment or wear in the drive mechanism can lead to irregular fuel delivery, resulting in poor engine performance or even failure.
In practice, maintaining these components requires a systematic approach. Inspect the plunger and barrel for scoring or pitting during routine overhauls, replacing them if wear exceeds manufacturer tolerances. Monitor the drive mechanism for excessive play or noise, which may indicate tappet or camshaft wear. Lubrication is also vital; ensure the pump’s oil system is functioning correctly to minimize friction and wear. By understanding and maintaining these components, operators can ensure the Sulzer RTA fuel pump operates reliably, even in the demanding conditions of marine environments.
Removing the Fuel Pump from a 2002 Caravan: Step-by-Step Guide
You may want to see also
Explore related products






![]()
Fuel Injection Process: How fuel is pressurized and injected into the engine cylinders
The Sulzer RTA fuel pump is a critical component in the fuel injection process of large marine diesel engines, ensuring precise fuel delivery under extreme pressures. This process begins with the fuel pump drawing diesel from the engine’s fuel tank, where it is first filtered to remove contaminants that could damage the injection system. The pump then pressurizes the fuel to levels exceeding 1,000 bar—a requirement for efficient atomization and combustion in the engine cylinders. This high-pressure fuel is achieved through a series of plungers and barrels within the pump, which operate in sync with the engine’s crankshaft to deliver fuel in precise quantities and timing.
Once pressurized, the fuel is directed through high-pressure pipes to the fuel injectors located at each cylinder. The injectors are designed with nozzles that have tiny orifices, allowing the fuel to be sprayed into the combustion chamber as a fine mist. This atomization is crucial for optimal mixing with air, ensuring complete combustion and maximum power output. The timing of fuel injection is equally critical; it is controlled by the pump’s camshaft, which activates the injectors at the exact moment required for each cylinder’s combustion cycle. For example, in a Sulzer RTA engine, the injection timing is calibrated to start just before the piston reaches top dead center (TDC) in the compression stroke, allowing for efficient ignition.
A key feature of the Sulzer RTA fuel pump is its ability to adjust fuel delivery based on engine load and speed. This is achieved through a governor system that regulates the fuel rack, altering the stroke of the pump’s plungers. Under low load, the pump delivers less fuel, while under high load, it increases the fuel volume to meet the engine’s demands. This adaptability ensures fuel efficiency and reduces emissions, as the engine only consumes what is necessary for the current operating conditions. For instance, at 75% load, the pump might deliver 0.2 liters of fuel per stroke per cylinder, compared to 0.15 liters at 50% load.
Maintaining the fuel injection system is essential for its longevity and performance. Regular inspection of the pump’s plungers, barrels, and injectors is recommended to detect wear or damage early. Fuel filters should be replaced every 250–500 operating hours to prevent contamination, and the injection timing should be checked annually to ensure accuracy. Operators should also monitor fuel pressure and flow rates during operation; deviations from the specified range (e.g., 1,000–1,200 bar) can indicate issues such as pump wear or injector clogging. By adhering to these practices, the Sulzer RTA fuel pump can operate reliably, ensuring consistent fuel delivery and engine performance.
In summary, the fuel injection process in a Sulzer RTA engine is a highly engineered sequence of pressurization, atomization, and timed delivery. The fuel pump’s role is central, as it not only generates the extreme pressures required but also adjusts fuel output dynamically based on engine needs. Understanding this process and its maintenance requirements empowers operators to maximize efficiency, reduce downtime, and extend the life of this critical marine engine component.
Step-by-Step Guide to Replacing Your F150's Fuel Pump Easily
You may want to see also
Explore related products






![]()
Timing Mechanism: Role of camshaft and timing gears in fuel pump operation
The Sulzer RTA fuel pump's timing mechanism is a symphony of precision, where the camshaft and timing gears play the lead roles. These components ensure that fuel injection occurs at the exact moment required for optimal combustion, a critical factor in the engine's efficiency and power output. The camshaft, driven by the engine's crankshaft, translates rotational motion into the linear movement necessary to actuate the fuel pump's plungers. Each lobe on the camshaft corresponds to a specific cylinder, ensuring that fuel is delivered in sync with the engine's firing order.
Consider the timing gears as the conductors of this mechanical orchestra. They maintain the precise relationship between the camshaft and the crankshaft, ensuring that the camshaft rotates at exactly half the speed of the crankshaft. This 2:1 ratio is fundamental to the engine's four-stroke cycle, where one complete camshaft rotation corresponds to two crankshaft rotations. Without this precise timing, the fuel pump would inject fuel at the wrong moment, leading to inefficient combustion, increased emissions, and potential engine damage.
To illustrate, imagine a scenario where the timing gears are misaligned by just a few degrees. This small discrepancy could cause the fuel pump to inject fuel during the exhaust stroke instead of the compression stroke, resulting in unburned fuel exiting the engine. Over time, this inefficiency would reduce fuel economy and increase wear on engine components. Proper alignment and maintenance of the timing gears are therefore critical, often requiring specialized tools and precise measurements during engine assembly or overhaul.
Practical maintenance tips include regularly inspecting the timing gears for wear and ensuring that the camshaft and crankshaft are correctly phased during installation. For the Sulzer RTA engine, this involves aligning the timing marks on the gears and verifying that the camshaft lobes are positioned to actuate the fuel pump plungers at the correct points in the engine cycle. Additionally, monitoring the engine's timing during operation can help detect issues early, such as a stretched timing belt or worn gears, which could compromise the fuel pump's performance.
In conclusion, the timing mechanism in the Sulzer RTA fuel pump is a testament to engineering precision. The camshaft and timing gears work in harmony to ensure that fuel injection is perfectly synchronized with the engine's cycle, maximizing efficiency and power. Understanding their roles and maintaining their integrity is essential for anyone working with these engines, whether in marine, power generation, or industrial applications. By focusing on this critical subsystem, operators can ensure the longevity and reliability of their Sulzer RTA engines.
Does Extended Warranty Cover Fuel Pump? What You Need to Know
You may want to see also
Explore related products






![]()
Sealing System: Function of seals and packing rings to prevent fuel leakage
The Sulzer RTA fuel pump operates under extreme pressure and temperature conditions, making the sealing system critical to its reliability. Seals and packing rings are not mere accessories; they are precision-engineered components that ensure fuel containment and prevent leakage, which could lead to inefficiency, environmental hazards, or even catastrophic failures. These components must withstand the abrasive nature of fuel, resist chemical degradation, and maintain integrity under dynamic loads. Without effective sealing, the pump’s efficiency would plummet, and its operational lifespan would be drastically reduced.
Consider the packing rings, typically made of high-grade materials like PTFE or graphite, which are designed to create a tight seal between moving parts. These rings are strategically placed in the pump’s plunger and barrel assembly, where they form a barrier against fuel escape. The material choice is crucial: PTFE offers excellent chemical resistance, while graphite provides superior thermal stability. During operation, the packing rings are subjected to axial and radial forces, requiring them to maintain flexibility without compromising their sealing function. Proper installation is equally vital; over-tightening can lead to premature wear, while under-tightening results in leakage.
Seals, on the other hand, serve a dual purpose: they prevent fuel from escaping and contaminants from entering the pump. Lip seals, for instance, are commonly used in the Sulzer RTA pump to seal the crankshaft and other rotating components. These seals are designed with a flexible lip that maintains contact with the rotating shaft, creating a dynamic seal. The lip’s material, often a synthetic rubber compound, must balance flexibility and durability to handle the pump’s high-speed rotation without wearing out. Regular inspection and replacement of these seals are essential, as even minor damage can lead to significant fuel loss.
A critical aspect of the sealing system is its ability to adapt to thermal expansion and contraction. As the pump heats up during operation, the seals and packing rings must expand proportionally to maintain their sealing function. Conversely, during cool-down, they must contract without losing integrity. This thermal adaptability is achieved through careful material selection and design, ensuring that the seals remain effective across the pump’s operating temperature range, typically between -20°C to 150°C.
In practice, maintaining the sealing system involves routine checks for wear, proper lubrication, and timely replacement of components. For example, packing rings should be replaced every 10,000 to 15,000 operating hours, depending on the fuel type and operating conditions. Lip seals, being more exposed to wear, may require replacement every 5,000 to 8,000 hours. Using manufacturer-recommended tools and following precise torque specifications during installation can significantly extend the life of these components. By prioritizing the sealing system’s health, operators can ensure the Sulzer RTA fuel pump remains a reliable workhorse in marine and industrial applications.
Mazda 626 Fuel Pump Cost: What to Expect for Repairs
You may want to see also
Explore related products





![]()
Lubrication and Cooling: Methods to ensure smooth operation and prevent overheating in the pump
Effective lubrication and cooling are critical to the Sulzer RTA fuel pump's longevity and performance, as friction and heat can lead to wear, seizures, and reduced efficiency. The pump employs a forced lubrication system, where high-pressure oil is circulated through precision-drilled passages to critical components like the crankshaft bearings, camshaft bearings, and crosshead guides. This ensures a consistent film of lubricating oil between moving parts, minimizing metal-to-metal contact and reducing wear. The oil’s viscosity and flow rate are carefully calibrated to match the pump’s operating conditions, typically using marine cylinder oils with a viscosity range of 30 to 50 cSt at 50°C. Regular oil analysis and timely replacement are essential to maintain cleanliness and prevent contamination, which can accelerate component degradation.
Cooling in the Sulzer RTA fuel pump is achieved through a combination of methods tailored to its high-temperature environment. The primary cooling mechanism involves circulating lubricating oil through a heat exchanger, where it dissipates heat absorbed from friction and combustion processes. Additionally, the pump’s design incorporates cooling jackets around the cylinder liners, which are connected to the engine’s freshwater or seawater cooling system. This dual-cooling approach ensures that both the lubricating oil and the cylinder walls remain within optimal temperature ranges, typically below 120°C for oil and 80°C for cooling water. Overheating risks are mitigated by monitoring oil and coolant temperatures, ensuring proper flow rates, and maintaining clean heat exchangers to prevent blockages.
A comparative analysis of lubrication and cooling methods in the Sulzer RTA fuel pump reveals its superiority over simpler systems. Unlike air-cooled or basic splash-lubricated pumps, the RTA’s forced lubrication and integrated cooling system provide consistent performance under heavy loads and high temperatures. For instance, the pump’s crosshead design, which separates the piston rod from the crankshaft, relies heavily on precise lubrication to handle the oscillating motion and axial forces. Similarly, the cooling jackets around the cylinder liners prevent thermal deformation, ensuring tight tolerances and efficient fuel injection. This advanced design highlights the pump’s suitability for demanding marine applications, where reliability and efficiency are non-negotiable.
Practical tips for maintaining the Sulzer RTA fuel pump’s lubrication and cooling systems include regular inspection of oil filters and coolers for debris, ensuring proper alignment of oil pumps to maintain pressure, and monitoring coolant levels and flow rates. Operators should also adhere to manufacturer-recommended oil change intervals, typically every 250 to 500 operating hours, depending on load and environmental conditions. In extreme cases, such as prolonged operation in high ambient temperatures, additional cooling measures like auxiliary fans or increased coolant flow may be necessary. By prioritizing these maintenance practices, operators can prevent costly downtime and extend the pump’s service life, ensuring smooth and efficient operation in even the harshest conditions.
ECU and Fuel Pump: Understanding Their Interconnected Role in Vehicles
You may want to see also
Frequently asked questions
The Sulzer RTA fuel pump operates as a high-pressure, camshaft-driven plunger pump. It uses a rotating camshaft to actuate plungers, which draw in fuel and pressurize it before delivering it to the engine's fuel injectors.
The camshaft in the Sulzer RTA fuel pump drives the plungers by converting rotational motion into reciprocating motion. This ensures precise fuel metering and timing, essential for efficient combustion in the engine.
The Sulzer RTA fuel pump achieves high pressure by using a plunger mechanism that compresses the fuel within a cylinder. The plunger's stroke and speed, controlled by the camshaft, determine the pressure output, which can exceed 1,000 bar.
The Sulzer RTA fuel pump is designed to handle heavy fuel oils, including marine diesel and residual fuels. Its robust construction and precise metering capabilities make it suitable for high-viscosity and low-quality fuels.
Fuel metering in the Sulzer RTA fuel pump is controlled by adjusting the plunger stroke length, which is regulated by the fuel rack. This allows for precise control of fuel delivery to match engine load and speed requirements.