Coke fuel, a high-carbon, low-impurity product derived from coal, is produced through a process called coking, which involves heating coal in the absence of air to extremely high temperatures, typically between 1,000°C and 1,100°C (1,832°F and 2,012°F). This thermal decomposition drives off volatile compounds such as water, coal-gas, and coal-tar, leaving behind a solid residue composed almost entirely of carbon. The process is primarily carried out in specialized ovens or coke batteries, where coal is fed into the ovens, heated, and then cooled to produce coke. This fuel is widely used in industries such as steel manufacturing, where its high heat output and low smoke-producing properties make it ideal for smelting iron ore in blast furnaces. The by-products of coking, including coal tar and ammonia, are also valuable materials used in various chemical and industrial applications.
| Characteristics | Values |
|---|---|
| Raw Material | Bituminous coal (specific grades with low sulfur and phosphorus content) |
| Process | Pyrolysis (heating in the absence of oxygen) |
| Temperature Range | 1000°C to 1100°C (1832°F to 2012°F) |
| Duration | 18 to 36 hours |
| Furnace Type | Coke ovens (slot-type or heat recovery coke ovens) |
| By-Products | Coke oven gas, coal tar, ammonia, sulfur compounds, benzene, toluene, xylene |
| Coke Yield | Approximately 70-75% of the original coal weight |
| Coke Properties | High carbon content (85-90%), low ash and sulfur content, high calorific value (28-30 MJ/kg) |
| Primary Use | Blast furnace fuel in iron and steel production |
| Environmental Impact | High greenhouse gas emissions, air pollution from by-products, requires stringent emission control measures |
| Global Production | Approximately 700 million tons annually (as of latest data) |
| Major Producers | China, India, Japan, United States, European Union |
| Energy Efficiency | Highly energy-intensive process, with significant heat recovery in modern coke ovens |
| Quality Control | Strict monitoring of coal quality, temperature, and gas composition during production |
| Sustainability Efforts | Research into alternative reducing agents, carbon capture technologies, and improved oven designs |
Explore related products





![Coke. A Treatise on the Manufacture of Coke and the Saving of By-Products. With Special References to the Methods and Ovens Best Adapted to the Production of Good Coke from the 1906 [Leather Bound]](https://m.media-amazon.com/images/I/617DLHXyzlL._AC_UY218_.jpg)
What You'll Learn
- Coal Mining & Selection: Extracting suitable coal types for coke production, focusing on low-sulfur, high-carbon content
- Crushing & Screening: Processing coal into uniform sizes to ensure even heating and coking
- Coking Process: Heating coal in ovens without oxygen to remove impurities, leaving pure carbon coke
- Cooling & Quenching: Rapidly cooling coke to stabilize its structure for industrial use
- Quality Testing: Assessing coke strength, ash content, and size to meet industry standards
![]()
Coal Mining & Selection: Extracting suitable coal types for coke production, focusing on low-sulfur, high-carbon content
Coal mining for coke production demands a meticulous selection process, prioritizing low-sulfur, high-carbon content coals. Bituminous coal, particularly metallurgical coal, reigns supreme due to its inherent properties. Its carbon content, typically exceeding 80%, ensures a high yield of coke, the backbone of blast furnaces in steelmaking. Conversely, sulfur content must be minimized, ideally below 1%, to prevent detrimental effects on steel quality and environmental emissions.
Exceeding this threshold leads to brittle steel and contributes to acid rain formation.
Selecting the right coal seam involves geological surveys and core sampling. Geologists analyze rock strata, identifying layers rich in bituminous coal with desirable characteristics. Core samples, extracted from potential seams, undergo rigorous testing for carbon and sulfur content, ash percentage, and volatile matter. This data informs the feasibility of extraction and the potential coke quality. Only seams meeting stringent criteria are considered for mining, ensuring the production of high-grade coke.
Blending coals from different seams can further optimize coke properties, balancing carbon content and sulfur levels for specific steelmaking requirements.
Extraction methods, whether open-pit or underground, prioritize minimizing contamination. Careful blasting techniques and selective mining practices aim to isolate the target coal seam, preventing dilution with inferior coal or impurities. Once extracted, the coal undergoes crushing and screening to achieve a uniform particle size, crucial for efficient coking. This processed coal, known as metallurgical coke, is then transported to coke ovens for the transformative coking process.
The entire mining and selection process is a delicate balance between maximizing yield and ensuring the highest quality coke, ultimately influencing the strength and durability of the steel produced.
Understanding Fuel Oil Combustion: How Hot Does It Really Burn?
You may want to see also
Explore related products






![]()
Crushing & Screening: Processing coal into uniform sizes to ensure even heating and coking
Coal, in its raw form, is as unpredictable as a wild river—varying in size, density, and moisture content. To transform it into coke, a fuel prized for its high carbon content and energy density, uniformity is key. Crushing and screening are the first steps in taming this variability, breaking down coal into consistent particle sizes that ensure even heating and efficient coking. Without this process, the coke produced would be uneven, weak, and inefficient, much like a poorly assembled puzzle.
The crushing process begins with coal being fed into a crusher, where it is reduced to smaller pieces through mechanical force. Jaw crushers, impact crushers, or hammer mills are commonly used, depending on the desired size and hardness of the coal. For example, a jaw crusher might reduce coal to chunks of 50mm, while a hammer mill can achieve sizes as small as 5mm. The goal is to create a uniform feedstock that can be further processed without leaving oversized pieces that could hinder the coking process.
Screening follows crushing, acting as a quality control step to separate coal particles into specific size fractions. Vibrating screens with mesh sizes ranging from 3mm to 50mm are used to sort the crushed coal. Fines (smaller particles) are often removed to prevent them from clogging the system or burning off too quickly during coking. Oversized pieces are returned to the crusher for further reduction. This iterative process ensures that the final product meets the precise size requirements for coking, typically between 10mm and 25mm.
The importance of uniform sizing cannot be overstated. Inconsistent particle sizes lead to uneven heating in the coke oven, resulting in pockets of undercooked or overcooked coal. This not only reduces the quality of the coke but also wastes energy and raw materials. By achieving uniformity through crushing and screening, producers can optimize the coking process, ensuring that every piece of coal contributes maximally to the final product.
Practical tips for operators include regularly monitoring crusher wear parts to maintain efficiency and calibrating screens to prevent oversize or undersize particles from slipping through. Additionally, moisture content should be controlled during crushing and screening, as wet coal can clog equipment and affect particle size distribution. By mastering these steps, producers can lay a solid foundation for the subsequent stages of coke production, turning raw coal into a fuel that powers industries worldwide.
Coal's Role in Powering Electricity: A Comprehensive Energy Overview
You may want to see also
Explore related products






![]()
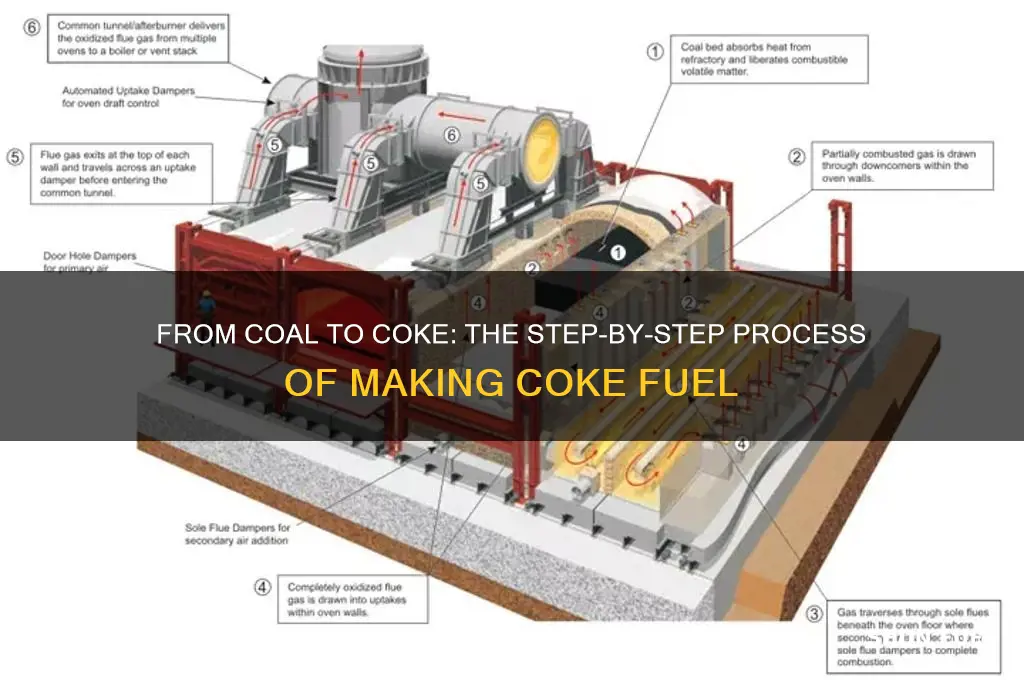
Coking Process: Heating coal in ovens without oxygen to remove impurities, leaving pure carbon coke
The coking process begins with the careful selection of coal, typically bituminous coal, which is rich in carbon and has the right volatile content for efficient coking. This coal is crushed and screened to ensure uniform particle size, usually between 3 to 25 millimeters, to optimize heat transfer during the coking process. Once prepared, the coal is fed into specialized ovens, often called coke ovens, which are designed to heat the coal in a controlled, oxygen-free environment. This absence of oxygen is critical, as it prevents combustion and allows the coal to undergo thermal decomposition instead.
Heating the coal in these ovens occurs at extremely high temperatures, ranging from 1000°C to 1100°C (1832°F to 2012°F), over a period of 14 to 36 hours. During this time, volatile matter such as water, coal-gas, and coal-tar is driven off, leaving behind a solid residue composed almost entirely of pure carbon. This residue is coke, a hard, porous, and high-carbon fuel that is essential for processes like iron and steel production. The off-gases produced during coking are not wasted; they are captured and processed to extract valuable by-products like ammonia, benzene, and sulfur, which are used in various industrial applications.
One of the key challenges in the coking process is managing the environmental impact. Coke ovens release significant amounts of pollutants, including sulfur dioxide, nitrogen oxides, and particulate matter, if not properly controlled. Modern coke plants employ advanced technologies such as desulfurization units, electrostatic precipitators, and scrubbers to minimize emissions. Additionally, the heat generated during coking is often recovered and reused to improve energy efficiency, reducing the overall carbon footprint of the process.
For those considering small-scale or experimental coking, it’s important to note that replicating the process outside of industrial settings is impractical and unsafe. The high temperatures and precise control required make it unsuitable for home or amateur attempts. Instead, understanding the principles of coking can provide valuable insights into industrial processes and the importance of resource optimization. For instance, the by-products of coking highlight how waste materials can be transformed into valuable commodities, a principle applicable to sustainable practices in other industries.
In conclusion, the coking process is a remarkable example of how thermal treatment can transform raw materials into high-value products. By heating coal in oxygen-free ovens, impurities are removed, leaving behind pure carbon coke, a fuel indispensable to heavy industries. While the process is complex and environmentally challenging, advancements in technology continue to improve its efficiency and sustainability. Understanding coking not only sheds light on industrial chemistry but also underscores the importance of innovation in resource utilization.
Effective Solutions to Repair and Restore Your Fuel Deposit Issues
You may want to see also
Explore related products






![]()
Cooling & Quenching: Rapidly cooling coke to stabilize its structure for industrial use
The final stage of coke production hinges on a dramatic temperature shift. After enduring scorching heat during pyrolysis, the freshly formed coke emerges fragile and structurally unstable. This is where cooling and quenching take center stage, a process akin to tempering steel, transforming the brittle coke into a robust material ready for industrial demands.
Imagine a fiery metamorphosis followed by a swift plunge into icy waters. This, in essence, is the cooling and quenching process. Hot coke, still glowing from the ovens, is rapidly cooled to prevent the reabsorption of volatile matter and to lock in the desired porous structure.
The Quenching Arsenal:
Several quenching methods are employed, each with its own advantages. Water quenching, the most common technique, involves spraying high-pressure water jets onto the red-hot coke. This rapid cooling, often achieving rates of 100-200°C per minute, ensures a fine-grained, dense structure ideal for blast furnaces. Air quenching, while slower, offers a more controlled cooling process, resulting in a coarser texture suitable for specific applications like foundry coke.
Gas quenching, utilizing inert gases like nitrogen, provides a clean and controlled environment, minimizing oxidation and ensuring consistent quality.
Precision is Key:
The quenching process demands precision. Over-quenching can lead to excessive cracking and fragmentation, rendering the coke unusable. Under-quenching, on the other hand, leaves the coke structurally weak and prone to disintegration during handling and transportation. Temperature monitoring and control are crucial, with target cooling rates carefully calibrated based on the desired coke properties and end-use.
Beyond Cooling:
Cooling and quenching are not merely about temperature control. They are about sculpting the coke's microstructure, dictating its strength, porosity, and reactivity. This final step is the alchemist's touch, transforming raw carbon into a material capable of withstanding the extreme conditions of steelmaking and other industrial processes.
Does Game Fuel Contain Taurine? Unveiling Energy Drink Ingredients
You may want to see also
Explore related products






![]()
Quality Testing: Assessing coke strength, ash content, and size to meet industry standards
Coke fuel, a vital component in metallurgical processes, derives its efficacy from rigorous quality testing. Assessing coke strength, ash content, and size ensures it meets industry standards, directly impacting its performance in blast furnaces. Strength, measured through the Cold Strength Test (CSR) and Hot Strength Test (CRI), evaluates coke’s resistance to abrasion and thermal stress. A CSR value above 60% and a CRI above 20% are benchmarks for high-quality coke, ensuring durability under extreme conditions. Without these tests, coke could crumble prematurely, reducing furnace efficiency and increasing operational costs.
Ash content, another critical parameter, reflects the inorganic residue left after coke combustion. Industry standards mandate ash levels below 12% by weight, as higher values dilute coke’s energy density and introduce impurities into the metal. Testing involves precise gravimetric analysis, where a coke sample is combusted at 850°C, and the residual ash is weighed. Exceeding this threshold not only compromises fuel efficiency but also necessitates frequent furnace cleaning, disrupting production schedules. Manufacturers must source low-ash coal and optimize coking processes to maintain compliance.
Size uniformity is equally essential, as it influences coke’s reactivity and packing density in blast furnaces. The industry standard requires 80% of coke to fall within the 25–80 mm size range. Oversized pieces reduce furnace permeability, hindering gas flow, while undersized fragments increase fines, leading to blockages. Sieving and screening processes are employed to achieve this uniformity, with automated systems ensuring precision. Deviations from the size specification can result in uneven combustion, reducing heat transfer efficiency and prolonging smelting times.
Persuasively, investing in advanced quality testing equipment and protocols is not merely a regulatory obligation but a strategic imperative. High-quality coke enhances furnace productivity, reduces energy consumption, and minimizes environmental impact. For instance, a 1% reduction in ash content can lower CO₂ emissions by up to 2%, aligning with sustainability goals. Comparative studies show that steel plants using premium coke achieve up to 15% higher output compared to those using substandard fuel. Thus, quality testing is not a cost but a catalyst for operational excellence.
In practice, integrating real-time monitoring systems can streamline quality control. For example, laser diffraction technology offers instantaneous size distribution analysis, while X-ray fluorescence (XRF) provides rapid ash content measurements. These tools enable immediate corrective actions, reducing waste and downtime. Additionally, training personnel in ISO 10101 standards ensures consistent testing methodologies. By prioritizing these measures, manufacturers can deliver coke that not only meets but exceeds industry expectations, securing a competitive edge in the global market.
Cooling Fuel: Unlocking Horsepower Gains or Myth?
You may want to see also
Frequently asked questions
Coke fuel is a high-carbon product derived from coal through a process called coking. Unlike coal, coke has impurities like ash, sulfur, and water removed, making it a purer and more efficient fuel for industrial processes, particularly in steel production.
Coke fuel is made by heating coal in the absence of air (a process called pyrolysis) in specialized ovens or coke batteries. This drives off volatile compounds and leaves behind a solid, porous material rich in carbon, which is coke.
The main steps include: 1) Selecting and preparing the coal (usually bituminous coal), 2) Heating the coal in coke ovens at temperatures up to 2000°F (1100°C) for 12-36 hours, 3) Cooling the resulting coke, and 4) Quenching and handling the final product for industrial use.