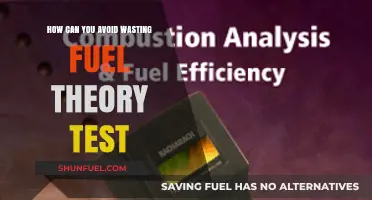
Bioethanol fuel is a renewable and sustainable alternative to fossil fuels, produced primarily through the fermentation of sugars derived from biomass sources such as corn, sugarcane, or cellulosic materials. The process begins with the extraction of sugars from the feedstock, followed by fermentation using yeast or bacteria to convert these sugars into ethanol. Distillation is then employed to purify the ethanol, resulting in a high-purity bioethanol that can be blended with gasoline or used directly in flex-fuel vehicles. Advances in technology, such as the development of second-generation bioethanol from non-food biomass, aim to enhance efficiency and reduce environmental impact, making bioethanol a promising solution for reducing greenhouse gas emissions and dependence on conventional fuels.
Explore related products






What You'll Learn
- Feedstock Selection: Choose sustainable biomass sources like corn, sugarcane, or algae for efficient ethanol production
- Fermentation Process: Use yeast or bacteria to convert sugars into ethanol through anaerobic fermentation
- Distillation Techniques: Separate ethanol from water via distillation to achieve high purity levels
- Pretreatment Methods: Break down biomass fibers to release fermentable sugars for better conversion rates
- Sustainability Practices: Minimize environmental impact by using waste materials and reducing energy consumption
![]()
Feedstock Selection: Choose sustainable biomass sources like corn, sugarcane, or algae for efficient ethanol production
The foundation of efficient bioethanol production lies in selecting the right feedstock. While corn and sugarcane dominate the market, their sustainability is increasingly questioned due to competition with food crops and land-use concerns. Algae, though less established, offers a promising alternative with its rapid growth, high lipid content, and ability to thrive in non-arable land using wastewater. Each feedstock presents unique advantages and challenges, making the choice a critical determinant of environmental impact and economic viability.
Consider the lifecycle of your chosen feedstock. Corn, for instance, requires substantial water and fertilizers, contributing to soil degradation and greenhouse gas emissions. Sugarcane, while more water-efficient, often involves intensive land clearing in tropical regions, threatening biodiversity. Algae cultivation, on the other hand, can be integrated into wastewater treatment systems, reducing pollution while producing biomass. A lifecycle analysis can quantify these impacts, helping you balance productivity with ecological responsibility.
For small-scale producers, sugarcane might be the most accessible option due to its high sugar content and relatively low processing complexity. Fermentation yields can reach up to 90 gallons of ethanol per ton of sugarcane, making it a cost-effective choice in regions with suitable climates. However, scaling up requires careful consideration of land use and water resources. For instance, in Brazil, sugarcane ethanol production has been optimized through mechanized harvesting and integrated biorefineries, reducing waste and increasing efficiency.
Algae presents a frontier for innovation but demands technical expertise and investment. Microalgae species like *Chlorella* and *Spirulina* can double their biomass in 24 hours under optimal conditions, producing up to 5,000–15,000 gallons of oil per acre annually—far surpassing traditional crops. However, harvesting and oil extraction remain costly. Pilot projects, such as those using photobioreactors or open ponds, demonstrate potential, but widespread adoption requires breakthroughs in cost reduction and scalability.
Ultimately, feedstock selection should align with local resources, climate, and sustainability goals. Corn and sugarcane offer proven pathways but carry environmental trade-offs. Algae, while experimental, holds transformative potential for a circular economy. By prioritizing feedstocks that minimize ecological footprints and maximize resource efficiency, bioethanol production can become a truly sustainable solution for renewable energy.
How to Identify and Prevent Fuel Pump Sabotage: A Comprehensive Guide
You may want to see also
Explore related products






![]()
Fermentation Process: Use yeast or bacteria to convert sugars into ethanol through anaerobic fermentation
The fermentation process is the heart of bioethanol production, where microorganisms like yeast and bacteria transform sugars into ethanol. This anaerobic reaction, occurring in the absence of oxygen, is both efficient and scalable, making it a cornerstone of renewable fuel production. Yeast, particularly *Saccharomyces cerevisiae*, is the most commonly used organism due to its high ethanol tolerance and ability to ferment glucose, fructose, and sucrose effectively. However, bacteria like *Zymomonas mobilis* are gaining attention for their faster fermentation rates and ability to utilize a broader range of sugars, including xylose, which is abundant in agricultural waste.
To initiate fermentation, a carefully prepared substrate—typically derived from crops like corn, sugarcane, or cellulosic biomass—is sterilized to eliminate competing microorganisms. The substrate is then mixed with water, nutrients, and the chosen microbe in a bioreactor. For yeast fermentation, the optimal temperature ranges between 28°C and 35°C, while bacteria like *Zymomonas* thrive at slightly higher temperatures. The pH is maintained between 4.5 and 5.5 to ensure microbial activity remains robust. Fermentation time varies, but it typically takes 48 to 72 hours for yeast and 24 to 48 hours for bacteria. During this period, sugars are metabolized, producing ethanol and carbon dioxide as byproducts.
One critical challenge in fermentation is managing ethanol toxicity, which can inhibit microbial activity. Yeast strains like *S. cerevisiae* can tolerate ethanol concentrations up to 15% by volume, but productivity declines beyond this threshold. To mitigate this, continuous fermentation systems are employed, where ethanol is extracted incrementally, allowing microbes to operate at peak efficiency. Additionally, genetic engineering has produced yeast strains with higher ethanol tolerance and improved sugar utilization, enhancing overall yield.
Practical tips for optimizing fermentation include monitoring sugar concentration to prevent substrate inhibition and ensuring adequate aeration during the initial growth phase to promote microbial proliferation. For small-scale production, a simple setup using a 5-gallon food-grade plastic container, an airlock to maintain anaerobic conditions, and a hydrometer to measure sugar and ethanol levels can suffice. For larger operations, automated bioreactors with temperature and pH control are essential. Post-fermentation, the ethanol-water mixture is distilled to achieve the desired purity, typically 95% or higher for fuel applications.
In comparison to other biofuel production methods, fermentation stands out for its simplicity and reliance on renewable resources. While it requires careful management of microbial conditions, its potential to utilize waste biomass—such as corn stover or sugarcane bagasse—positions it as a sustainable solution for reducing reliance on fossil fuels. By refining fermentation techniques and leveraging advancements in biotechnology, bioethanol production can become more efficient, cost-effective, and environmentally friendly.
Upgrading Fuel-Injected Cars: Can Individual Throttle Bodies Work?
You may want to see also
Explore related products






![]()
Distillation Techniques: Separate ethanol from water via distillation to achieve high purity levels
Distillation is a critical step in bioethanol production, ensuring the separation of ethanol from water to achieve the high purity levels required for fuel applications. The process leverages the difference in boiling points between ethanol (78.4°C) and water (100°C), but their close proximity necessitates precise techniques to break the azeotrope formed at approximately 95% ethanol concentration. Without effective distillation, the ethanol produced remains unsuitable for combustion efficiency and engine performance.
Steps to Distillation: Begin by heating the fermented mixture (typically 8-12% ethanol) in a distillation column. As temperature rises, ethanol vaporizes first and travels up the column. To enhance separation, employ a fractionating column packed with materials like stainless steel or ceramic rings, which provide surface area for vapor-liquid contact. This setup allows for multiple vaporization-condensation cycles, gradually increasing ethanol concentration. Collect the distillate in fractions, discarding the initial "heads" (containing impurities) and final "tails" (high in water), retaining only the "hearts" (92-95% ethanol).
Cautions and Considerations: Distillation requires careful temperature control to avoid thermal degradation of ethanol or formation of unwanted byproducts. For instance, exceeding 85°C in the initial stages can lead to fusel oils contamination. Additionally, the 95% azeotrope poses a challenge, as conventional distillation cannot achieve higher purity. To overcome this, consider azeotropic distillation using entrainers like benzene or cyclohexane, or adopt molecular sieve dehydration, which adsorbs water from the azeotrope to yield anhydrous ethanol (99.5%+).
Practical Tips for Efficiency: Optimize energy consumption by using heat exchangers to recover waste heat from condensate. For small-scale operations, a pot still with a reflux ratio of 5:1 can achieve 90% ethanol, while larger setups benefit from continuous columns with automated temperature and flow control. Always ensure proper ventilation and use food-grade materials to prevent contamination. For anhydrous ethanol, molecular sieves (3Å pore size) are highly effective but require periodic regeneration at 200°C to remove adsorbed water.
Maximize Your Savings: A Guide to Finding Dillon's Fuel Points
You may want to see also
Explore related products






![]()
Pretreatment Methods: Break down biomass fibers to release fermentable sugars for better conversion rates
Biomass, such as agricultural residues, wood chips, and dedicated energy crops, is rich in cellulose and hemicellulose, which can be converted into fermentable sugars for bioethanol production. However, these complex fibers are naturally resistant to degradation, a phenomenon known as lignocellulosic recalcitrance. Pretreatment methods are essential to disrupt this structure, making sugars more accessible to enzymes and improving conversion efficiency. Without effective pretreatment, the process yields are often too low to be economically viable.
Analytical Perspective:
Pretreatment methods can be broadly categorized into physical, chemical, and biological approaches. Physical methods, such as grinding or steam explosion, use mechanical force or heat to break down fiber structures. For instance, steam explosion, applied at temperatures of 160–260°C for 1–10 minutes, disrupts lignocellulose by creating pressure differentials that fracture the biomass. Chemical methods, like acid or alkaline treatment, dissolve lignin and hemicellulose. A 1–2% sulfuric acid solution at 121°C for 30 minutes is commonly used to hydrolyze hemicellulose into xylose, a fermentable sugar. Biological methods employ fungi or bacteria to degrade lignin over 2–4 weeks, though this process is slower and less controlled. Each method has trade-offs: physical methods are energy-intensive, chemical methods may generate inhibitors, and biological methods are time-consuming.
Instructive Approach:
To implement a pretreatment process, start by selecting a method based on your feedstock and available resources. For example, if using corn stover, steam explosion is effective due to its high cellulose content. Preheat the biomass to 180°C for 5 minutes under 20 bar pressure, then release the pressure abruptly to fragment the fibers. For chemical pretreatment, dilute sulfuric acid to 1.5% concentration and treat the biomass at 121°C for 20 minutes in a sealed reactor. Always neutralize the pH to 5–6 afterward to prevent enzyme denaturation. For biological pretreatment, inoculate the biomass with *Phanerochaete chrysosporium* and maintain a temperature of 30°C and moisture content of 60% for 14 days. Monitor the process closely, as over-treatment can degrade sugars into unusable byproducts.
Comparative Analysis:
While physical and chemical methods offer faster results, biological pretreatment is more environmentally friendly, producing no harmful byproducts. However, its slow pace limits scalability. Steam explosion is widely adopted in industrial settings due to its efficiency, but it requires significant energy input. Acid pretreatment is cost-effective but poses corrosion risks and requires careful handling. Alkaline pretreatment, using 1–2% sodium hydroxide at 100°C for 1 hour, is milder and selectively removes lignin, but it is less effective on hemicellulose. Combining methods, such as steam explosion followed by mild acid treatment, can enhance sugar recovery while minimizing drawbacks.
Persuasive Argument:
Investing in optimized pretreatment methods is critical for the economic viability of bioethanol production. Studies show that efficient pretreatment can increase sugar yields by up to 80%, reducing enzyme costs by 30–50%. For instance, a pilot plant using steam explosion achieved a 90% conversion rate compared to 60% without pretreatment. While initial setup costs may be high, the long-term savings in enzyme usage and improved ethanol yields justify the expense. Governments and industries should prioritize research into hybrid pretreatment technologies to maximize efficiency and sustainability.
Practical Tips:
When scaling up pretreatment processes, ensure consistent particle size (1–2 mm) to improve heat transfer and reduce energy consumption. Use pH indicators to monitor acid or alkaline treatments and avoid over-processing. For biological methods, maintain sterile conditions to prevent contamination. Pilot testing is essential to determine optimal parameters for your specific feedstock. Finally, integrate pretreatment with downstream processes, such as simultaneous saccharification and fermentation, to streamline production and reduce costs.
Mixing Lighter Fluid and Torch Fuel: Safe or Dangerous?
You may want to see also
Explore related products






![]()
Sustainability Practices: Minimize environmental impact by using waste materials and reducing energy consumption
Bioethanol production can significantly reduce its environmental footprint by leveraging waste materials as feedstock. Agricultural residues like corn stobs, wheat straw, and sugarcane bagasse, often left to decompose or burned, can be converted into bioethanol through enzymatic hydrolysis and fermentation. For instance, using lignocellulosic biomass instead of food crops like corn minimizes competition for arable land and food resources. A study by the National Renewable Energy Laboratory (NREL) found that cellulosic ethanol can reduce greenhouse gas emissions by up to 86% compared to gasoline. By repurposing waste, bioethanol production shifts from a resource-intensive process to a circular economy model, turning liabilities into assets.
Reducing energy consumption during bioethanol production is another critical sustainability practice. Traditional methods require substantial heat and electricity for fermentation, distillation, and drying, often derived from fossil fuels. Implementing energy-efficient technologies, such as heat exchangers and combined heat and power (CHP) systems, can cut energy use by up to 30%. For example, integrating CHP systems allows waste heat from electricity generation to be reused in the distillation process. Additionally, optimizing fermentation conditions—such as using thermotolerant yeast strains that operate at higher temperatures—reduces cooling requirements. These measures not only lower operational costs but also decrease the carbon footprint of bioethanol production.
A persuasive argument for waste-based bioethanol lies in its potential to address multiple environmental challenges simultaneously. Municipal solid waste (MSW), comprising organic materials like food scraps and yard waste, can be converted into bioethanol through anaerobic digestion and fermentation. This approach diverts waste from landfills, where it would otherwise produce methane, a potent greenhouse gas. For instance, a pilot project in Sweden converted 25% of its MSW into bioethanol, reducing landfill contributions by 15,000 tons annually. By scaling such initiatives, cities can mitigate waste management crises while producing renewable fuel, creating a win-win scenario for sustainability.
Comparing waste-based bioethanol to conventional methods highlights its advantages and challenges. While first-generation bioethanol from crops like corn is more straightforward to produce, it competes with food production and requires intensive farming practices. In contrast, second-generation bioethanol from waste materials avoids these issues but demands advanced technologies and higher initial investments. However, the long-term benefits—reduced emissions, waste diversion, and energy savings—outweigh the costs. Governments and industries must prioritize research funding and policy incentives to accelerate the adoption of waste-based bioethanol, ensuring a sustainable transition to renewable fuels.
Practical implementation of these sustainability practices requires collaboration across sectors. Farmers can supply agricultural residues, municipalities can provide organic waste, and biofuel producers can invest in efficient technologies. For example, a partnership between a sugarcane mill and a local government in Brazil transformed bagasse and urban waste into bioethanol, reducing the mill’s energy consumption by 20% and diverting 10,000 tons of waste annually. Such models demonstrate that minimizing environmental impact through waste utilization and energy reduction is not only feasible but also economically viable. By embracing these practices, bioethanol production can become a cornerstone of sustainable energy systems.
Can Fuel Ignite Without Oxidizer? Exploring Combustion Science
You may want to see also
Frequently asked questions
The primary raw materials for bioethanol production include sugarcane, corn, wheat, barley, and other starchy or sugary crops. Cellulosic materials like agricultural residues, grasses, and wood chips can also be used through advanced processes.
Bioethanol is produced through fermentation, where sugars or starches from biomass are converted into ethanol by yeast or bacteria. The process involves preprocessing (milling, grinding), saccharification (breaking down complex carbohydrates into sugars), fermentation, and distillation to purify the ethanol.
Yes, bioethanol can be produced from waste materials such as food waste, municipal solid waste, and agricultural residues through advanced biofuel technologies like cellulosic ethanol production, which uses enzymes to break down non-food biomass.
Bioethanol reduces greenhouse gas emissions compared to fossil fuels, as the CO₂ released during combustion is offset by the CO₂ absorbed during the growth of the feedstock crops. It also decreases dependence on petroleum and improves air quality by reducing harmful emissions.
Yes, bioethanol can be blended with gasoline in various proportions (e.g., E10, E85) and used in flex-fuel vehicles. Most modern gasoline engines can run on low-percentage ethanol blends without modifications.