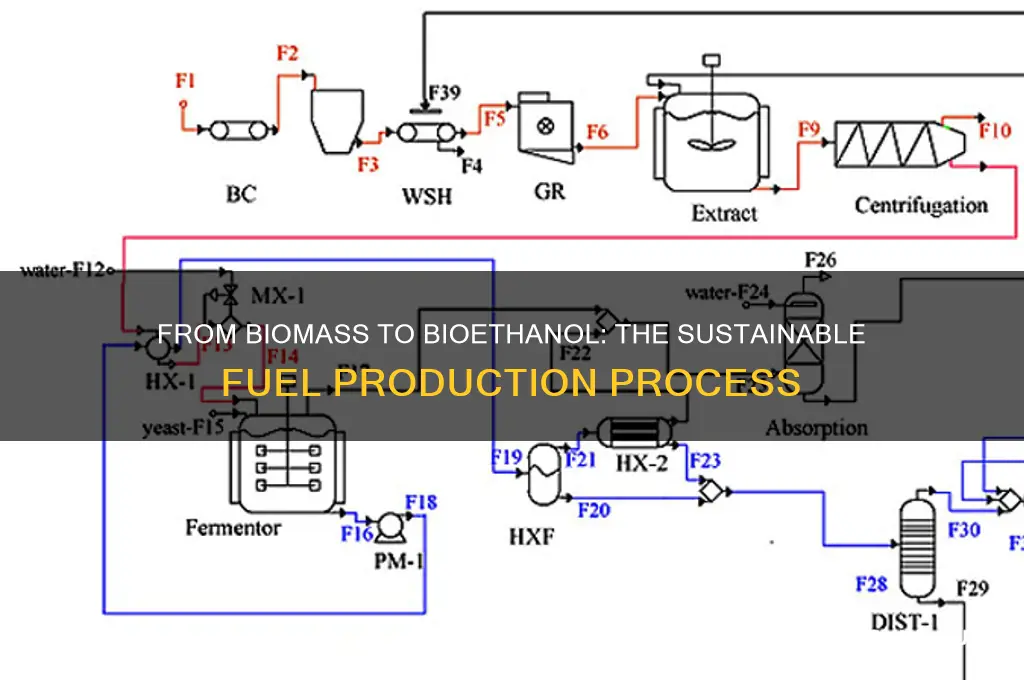
Bioethanol fuel is produced through a multi-step process that begins with the fermentation of sugars derived from biomass sources such as corn, sugarcane, or cellulose. The first stage involves harvesting and preprocessing the raw material, which is then broken down into simple sugars through enzymatic hydrolysis or milling. These sugars are fermented by yeast or bacteria, converting them into ethanol and carbon dioxide. The resulting mixture, known as beer, undergoes distillation to separate and purify the ethanol, followed by dehydration to remove any remaining water, ensuring the final product meets fuel-grade standards. This bioethanol can then be blended with gasoline to create a renewable and environmentally friendly transportation fuel.
| Characteristics | Values |
|---|---|
| Feedstock | Primarily corn, sugarcane, wheat, barley, and cellulosic biomass (e.g., agricultural residues, wood chips, grasses). |
| Production Process | Fermentation of sugars or starches followed by distillation and dehydration. |
| Fermentation | Microorganisms (e.g., yeast) convert carbohydrates into ethanol and CO₂. |
| Distillation | Separates ethanol from water, producing up to 95% pure ethanol. |
| Dehydration | Removes remaining water using molecular sieves to achieve 99.5% purity. |
| Energy Efficiency | Varies by feedstock; sugarcane ethanol is more efficient (8:1 energy ratio) than corn ethanol (1.5:1). |
| Greenhouse Gas Reduction | Up to 60% reduction compared to gasoline, depending on feedstock and production method. |
| Land Use | Requires significant agricultural land, potentially competing with food production. |
| Water Usage | High water consumption, especially in irrigation for feedstock cultivation. |
| Cost | Competitive with gasoline, often subsidized or supported by government policies. |
| Blending | Commonly blended with gasoline (e.g., E10: 10% ethanol, E85: 85% ethanol). |
| Compatibility | Requires engine modifications for higher ethanol blends (e.g., E85). |
| Environmental Impact | Reduces air pollutants (e.g., CO₂, SO₂) but may increase land degradation and water pollution. |
| Global Production | Leading producers: U.S. (corn-based), Brazil (sugarcane-based). |
| Sustainability | Depends on feedstock choice, production efficiency, and land-use practices. |
| Second-Generation Bioethanol | Uses non-food biomass (e.g., lignocellulose), potentially more sustainable but technologically challenging. |
Explore related products






What You'll Learn
- Feedstock Selection: Choosing crops like corn, sugarcane, or cellulose sources for ethanol production
- Fermentation Process: Yeast converts sugars from feedstock into ethanol and carbon dioxide
- Distillation: Heating fermented mixture to separate ethanol from water and impurities
- Dehydration: Removing residual water to achieve pure, anhydrous ethanol fuel
- Denaturing: Adding additives to make ethanol unfit for human consumption, ensuring fuel use only
![]()
Feedstock Selection: Choosing crops like corn, sugarcane, or cellulose sources for ethanol production
The choice of feedstock is a critical decision in bioethanol production, as it directly impacts the efficiency, cost, and sustainability of the process. Corn, sugarcane, and cellulose sources each offer unique advantages and challenges, making their selection a nuanced task. Corn, for instance, is widely used in the United States due to its high starch content, which can be easily converted into fermentable sugars. However, its use has sparked debates over food vs. fuel competition, as corn is a staple crop for both human consumption and animal feed. To mitigate this, producers often use the starchy by-products of corn processing, such as corn kernels, ensuring minimal disruption to food supplies.
Sugarcane, on the other hand, is a preferred feedstock in tropical regions like Brazil, where it thrives in the climate. Its high sucrose content allows for a more straightforward fermentation process, yielding higher ethanol volumes per ton compared to corn. Additionally, sugarcane production generates bagasse, a fibrous residue that can be burned to generate electricity, making the process more energy-efficient. For optimal results, sugarcane should be harvested at peak maturity, typically when the sugar content reaches 14-16% by weight, ensuring maximum ethanol output.
Cellulose sources, including agricultural residues (e.g., wheat straw, corn stover) and dedicated energy crops (e.g., switchgrass, miscanthus), represent the next frontier in bioethanol production. These feedstocks are abundant and do not compete with food crops, addressing sustainability concerns. However, converting cellulose into fermentable sugars requires a more complex process, involving pretreatment, enzymatic hydrolysis, and fermentation. This adds to the cost and technical complexity but offers long-term benefits, such as reduced greenhouse gas emissions and greater resource availability. For example, switchgrass can produce up to 300 gallons of ethanol per acre annually, with minimal fertilizer and water requirements.
When selecting a feedstock, producers must consider regional availability, climate suitability, and market dynamics. For instance, in regions with abundant agricultural waste, cellulose-based ethanol can be a cost-effective option, provided the necessary infrastructure for processing is in place. Conversely, in areas with established sugarcane or corn industries, leveraging existing supply chains can reduce costs and accelerate production. A comparative analysis of feedstock options reveals that while corn and sugarcane offer immediate scalability, cellulose sources hold greater potential for long-term sustainability.
Practical tips for feedstock selection include conducting a lifecycle assessment to evaluate environmental impacts, engaging with local farmers to ensure stable supply, and investing in research to improve conversion efficiencies. For cellulose feedstocks, pilot testing different pretreatment methods (e.g., steam explosion, acid hydrolysis) can help identify the most effective approach. Ultimately, the choice of feedstock should align with regional capabilities and global sustainability goals, ensuring bioethanol production remains a viable alternative to fossil fuels.
Efficient Driving Habits: Strategies to Reduce Fuel Overconsumption and Save Money
You may want to see also
Explore related products






![]()
Fermentation Process: Yeast converts sugars from feedstock into ethanol and carbon dioxide
The fermentation process is the heart of bioethanol production, where microorganisms, primarily yeast, transform sugars from feedstock into ethanol and carbon dioxide. This biological conversion is both efficient and sustainable, making it a cornerstone of renewable fuel technology. Yeast strains such as *Saccharomyces cerevisiae* are commonly used due to their ability to tolerate high ethanol concentrations and efficiently metabolize sugars like glucose and sucrose. The process begins with the feedstock—crops like corn, sugarcane, or even lignocellulosic biomass—being broken down into fermentable sugars through pretreatment and enzymatic hydrolysis. Once the sugars are accessible, yeast is introduced, initiating a metabolic pathway known as glycolysis, followed by alcoholic fermentation.
To optimize fermentation, specific conditions must be maintained. The ideal temperature for yeast activity ranges between 28°C and 35°C, with pH levels kept around 4.5 to 5.5 to ensure yeast viability. The yeast dosage typically varies from 0.5% to 1.5% of the fermentable sugar weight, depending on the feedstock and desired ethanol yield. For instance, in corn-based ethanol production, a yeast dosage of 0.8% is often recommended to achieve a fermentation efficiency of 90-95%. It’s crucial to monitor oxygen levels during the initial stages, as yeast requires oxygen for cell growth, but anaerobic conditions are necessary for ethanol production. Stirring or aeration can be employed to maintain a balance, though excessive oxygen can lead to unwanted byproducts like glycerol.
One of the most fascinating aspects of this process is its adaptability to different feedstocks. While first-generation bioethanol relies on food crops like corn and sugarcane, second-generation bioethanol uses non-food biomass such as agricultural residues and wood chips. For lignocellulosic feedstocks, the fermentation process is more complex due to the presence of pentoses like xylose, which *S. cerevisiae* cannot naturally metabolize. Genetic engineering has addressed this challenge by developing yeast strains capable of fermenting both hexoses and pentoses, significantly expanding the potential feedstock pool. This innovation underscores the versatility and potential of fermentation in bioethanol production.
Despite its efficiency, the fermentation process is not without challenges. Contamination by bacteria or wild yeast strains can reduce ethanol yield and produce undesirable byproducts. To mitigate this, feedstock sterilization and the use of antimicrobial agents are common practices. Additionally, the accumulation of ethanol in the fermentation broth can inhibit yeast activity, a phenomenon known as ethanol toxicity. Techniques like continuous fermentation or in situ ethanol removal can alleviate this issue, ensuring sustained productivity. Understanding these nuances is essential for scaling up bioethanol production while maintaining economic and environmental viability.
In conclusion, the fermentation process is a delicate yet powerful mechanism that drives bioethanol production. By harnessing the metabolic capabilities of yeast, sugars from diverse feedstocks are transformed into a clean, renewable fuel. Practical considerations, from yeast dosage to contamination control, play a critical role in optimizing this process. As technology advances, the fermentation process continues to evolve, promising a more sustainable future for bioethanol and beyond.
Does Keto VIP Fuel Work? Unveiling the Truth and Results
You may want to see also
Explore related products






![]()
Distillation: Heating fermented mixture to separate ethanol from water and impurities
Distillation is the critical step that transforms a fermented mixture into bioethanol fuel, separating ethanol from water and impurities through controlled heating. This process leverages the difference in boiling points between ethanol (78°C) and water (100°C), allowing ethanol to vaporize first. The vapor is then condensed back into a liquid, yielding a higher concentration of ethanol. Without distillation, the fermented mixture would remain too dilute for use as fuel, typically containing only 7–15% ethanol by volume. Industrial-scale distillation columns, often multi-stage, are used to achieve purities of 95% or higher, essential for combustion efficiency in engines.
To perform distillation effectively, precise temperature control is paramount. Heating the fermented mixture too rapidly can lead to unwanted chemical reactions or the loss of ethanol through evaporation. Conversely, insufficient heat will fail to separate the components adequately. A common technique is fractional distillation, where the mixture is heated in a column packed with materials like glass beads or metal rings. These packing materials increase the surface area for vapor-liquid contact, enhancing separation efficiency. For small-scale production, a simple pot still can be used, but it yields lower purity ethanol compared to more sophisticated systems.
One practical challenge in distillation is the presence of impurities, such as methanol or fusel alcohols, which have boiling points close to ethanol. These impurities can reduce fuel quality and engine performance. To address this, azeotropic distillation is often employed, where a third substance, like benzene or cyclohexane, is added to break the ethanol-water azeotrope (a mixture that boils at a constant temperature without separating). Alternatively, molecular sieves can be used to adsorb water molecules, further purifying the ethanol. These methods, while effective, require careful monitoring to avoid contamination or energy inefficiency.
From an economic perspective, distillation is the most energy-intensive step in bioethanol production, accounting for up to 70% of the total energy consumption. This has spurred innovation in energy recovery systems, such as heat exchangers that reuse waste heat from the distillation process. Additionally, advancements in membrane distillation offer a promising alternative, using hydrophobic membranes to separate ethanol from water at lower temperatures, reducing energy costs. For producers, balancing purity requirements with energy efficiency is key to making bioethanol production economically viable and environmentally sustainable.
In conclusion, distillation is not merely a technical step but a cornerstone of bioethanol production, requiring a blend of precision, innovation, and resourcefulness. Whether through traditional fractional distillation or cutting-edge membrane technologies, the goal remains the same: to produce high-purity ethanol efficiently. For those venturing into bioethanol production, mastering distillation is essential—it’s where science meets practicality, turning a fermented mixture into a viable, renewable fuel.
Investing in Fuel Stocks: A Beginner's Guide to Buying Energy Shares
You may want to see also
Explore related products






![]()
Dehydration: Removing residual water to achieve pure, anhydrous ethanol fuel
Residual water in ethanol, even in small amounts, can significantly hinder its performance as a fuel. Water reduces the energy content of ethanol, causes phase separation in fuel blends, and promotes corrosion in engines. Achieving anhydrous ethanol—typically defined as containing less than 0.5% water by volume—is therefore critical for its use as a biofuel. Dehydration, the process of removing this residual water, is a pivotal step in bioethanol production, ensuring the fuel meets industry standards and performs reliably in vehicles.
The most common method for dehydrating ethanol is the use of molecular sieves, specifically 3Å (3 Angstrom) zeolites. These porous materials selectively adsorb water molecules while allowing ethanol to pass through. In practice, ethanol is passed through a column packed with these sieves, which trap water at the molecular level. The sieves can reduce water content from 4-5% (typical after distillation) to below 0.1%, making them highly effective. However, they must be periodically regenerated by heating to drive off the adsorbed water, which requires energy but allows the sieves to be reused multiple times.
An alternative dehydration technique is the azeotropic distillation method, which involves adding a third component to the ethanol-water mixture to break the azeotrope (a constant-boiling mixture). Common entraining agents include benzene, cyclohexane, or isobutene. While effective, this method is less favored due to the handling of hazardous chemicals and the complexity of separating the entraining agent from the ethanol afterward. It is typically reserved for specialized applications where molecular sieves are impractical.
For small-scale or experimental setups, pressure swing adsorption (PSA) offers a flexible dehydration solution. This process cycles between high-pressure adsorption and low-pressure desorption phases, using multiple columns to ensure continuous operation. While PSA systems are more complex to design and operate than molecular sieves, they can achieve high purity levels and are scalable for varying production volumes. Careful calibration of pressure and flow rates is essential to optimize efficiency and minimize energy consumption.
In all dehydration processes, monitoring water content is critical. Inline sensors, such as near-infrared (NIR) spectrometers, provide real-time data to ensure the ethanol meets specifications. Post-dehydration, the fuel should be stored in sealed containers to prevent moisture reabsorption from the atmosphere. Proper insulation and temperature control during storage further safeguard the anhydrous state, ensuring the bioethanol remains viable for blending or direct use in flex-fuel vehicles.
Dehydration is not merely a technical step but a cornerstone of bioethanol’s viability as a renewable fuel. By removing residual water, producers ensure the fuel’s energy density, stability, and compatibility with existing infrastructure. Whether through molecular sieves, azeotropic distillation, or PSA, the choice of method depends on scale, resources, and specific application requirements. Mastery of dehydration techniques is essential for anyone involved in bioethanol production, from lab-scale researchers to industrial manufacturers.
How Plants Create Sustainable Fuel: Nature's Green Energy Revolution
You may want to see also
Explore related products






![]()
Denaturing: Adding additives to make ethanol unfit for human consumption, ensuring fuel use only
Ethanol, a clear and colorless liquid, is naturally appealing to humans due to its alcohol content. However, when produced for fuel, it must be rendered unpalatable to prevent misuse. This process, known as denaturing, involves adding specific substances that make the ethanol toxic or unattractive for consumption while maintaining its effectiveness as a fuel. Common denaturants include gasoline, methanol, and bittering agents like denatonium benzoate. The choice of additive depends on the intended application and regulatory requirements, ensuring that bioethanol remains a dedicated energy source rather than a potential beverage.
From a practical standpoint, denaturing bioethanol is a precise science. For instance, the U.S. Environmental Protection Agency (EPA) mandates that fuel ethanol contain at least 2% denaturant by volume, often gasoline. In contrast, the European Union frequently uses bittering agents to deter consumption. Methanol, another common denaturant, is added in concentrations of 2-5%, making the mixture poisonous if ingested. These additives are carefully measured and mixed during the final stages of ethanol production, ensuring uniformity and compliance with safety standards. Proper denaturing not only safeguards public health but also helps industries avoid taxation on potable alcohol.
Consider the broader implications of denaturing in the context of bioethanol’s lifecycle. While denaturants render ethanol unfit for drinking, they can introduce challenges in fuel performance and emissions. For example, gasoline-denatured ethanol may produce higher levels of volatile organic compounds (VOCs) compared to undenatured ethanol. Conversely, methanol-denatured ethanol can lead to corrosion in engines not designed for such blends. Manufacturers must balance denaturing requirements with fuel efficiency and environmental impact, often opting for additives that minimize adverse effects. This delicate equilibrium highlights the complexity of producing bioethanol as a sustainable and safe energy alternative.
For those involved in bioethanol production, understanding denaturing protocols is essential. Start by consulting regional regulations to identify approved denaturants and their required concentrations. Invest in precise mixing equipment to ensure consistent additive distribution throughout the ethanol batch. Regularly test denatured bioethanol for compliance, as deviations can result in legal penalties or product recalls. Additionally, educate downstream users about the presence of denaturants to prevent accidental misuse. By adhering to these practices, producers can uphold the integrity of bioethanol as a fuel while mitigating risks associated with human consumption.
Does Fuel Stabilizer Cause Smoke? Unraveling the Truth Behind Emissions
You may want to see also
Frequently asked questions
The primary raw materials for bioethanol production are biomass sources rich in sugars or starches, such as sugarcane, corn, wheat, and sugar beets. Cellulosic materials like agricultural residues, wood chips, and grasses can also be used, though the process is more complex.
Bioethanol is produced through fermentation and distillation. First, sugars or starches from the raw material are extracted and converted into fermentable sugars. Yeast is then added to ferment these sugars into ethanol. The mixture is distilled to separate and purify the ethanol, which is then dehydrated to produce bioethanol fuel.
First-generation bioethanol uses edible crops like corn and sugarcane, which are directly converted into ethanol. Second-generation bioethanol uses non-food biomass, such as agricultural waste, wood, and grasses, which require advanced processes like enzymatic breakdown of cellulose to release fermentable sugars. Second-generation methods aim to reduce competition with food production and improve sustainability.































